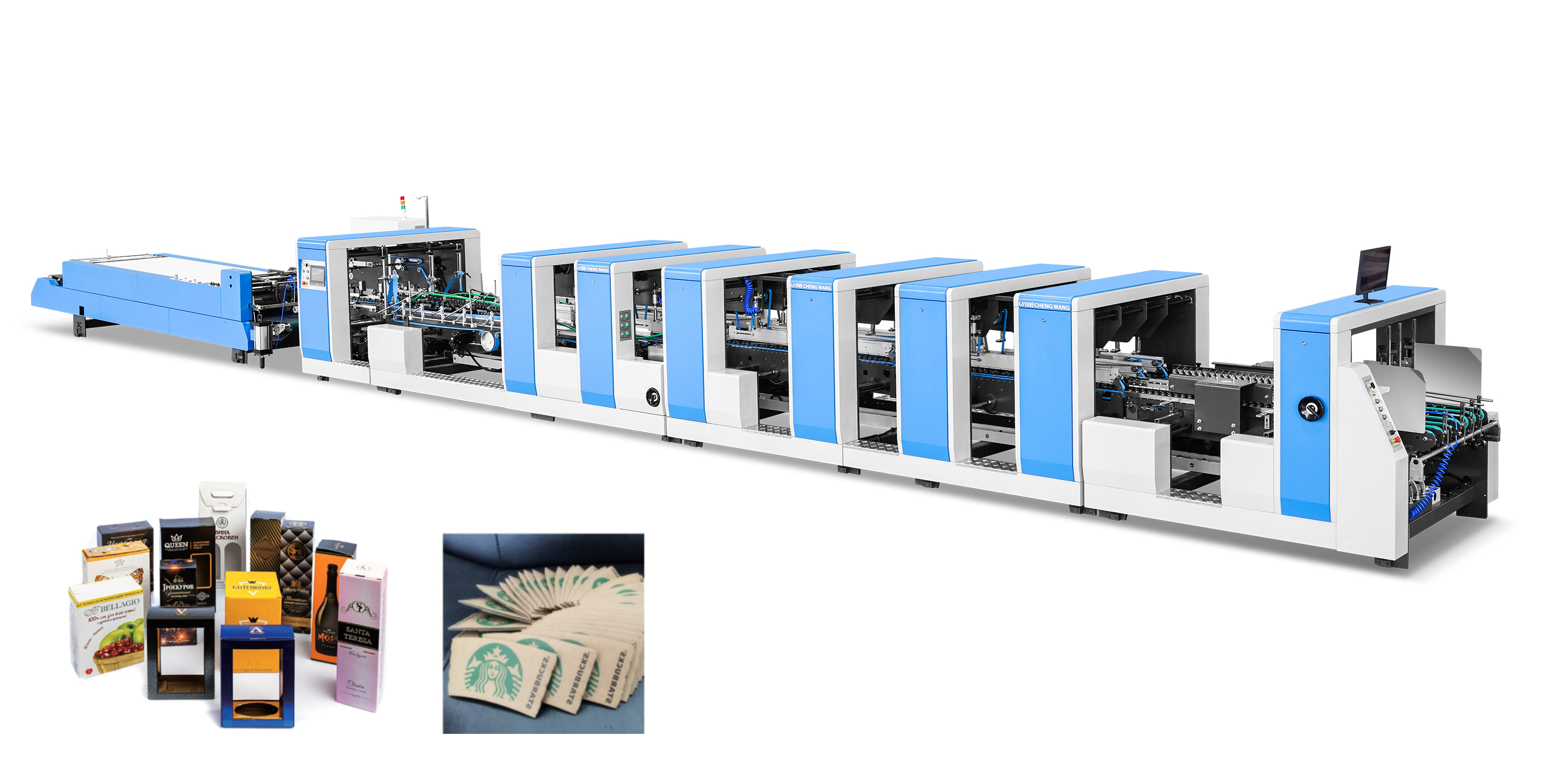
В реальной упаковочной работе картонные коробки редко остаются в одной простой форме в течение длительного времени. Одна партия может проходить в виде прямолинейных картонных коробок, позже переходить в стиль с запирающимся дном, а иногда и в более сложные многоугольные форматы. Издалека все они выглядят как плоские листы, однако их поведение меняется, как только они попадают в машину.
Автоматический склеиватель папок не обрабатывает каждую коробку одинаково. Каждая структура имеет свою собственную схему движения. Некоторые движутся вперед с небольшим сопротивлением, в то время как другие несколько раз меняют направление, прежде чем достигнут окончательной формы. Эти небольшие различия определяют, как будут вести себя подача, складывание и склеивание.
Прямолинейные картонные коробки обычно движутся по устойчивой траектории. Картонные коробки с запирающимся дном добавляют дополнительные ступеньки складывания возле базовой области. Для последовательной работы многоугольных коробок требуется несколько точек сгиба. В машине ничего не меняется, однако ее реакция должна соответствовать этим структурным различиям.
В повседневной работе основная сложность заключается не в работе машины, а в поддержании стабильного ритма при смене типов картонных коробок. Когда одна секция реагирует немного раньше другой, даже с небольшим отрывом, окончательная форма может дрейфовать. Вот почему осведомленность о структуре имеет значение во время настройки и корректировки.
В секции кормления начинается весь процесс, и небольшие изменения здесь часто влияют на все последующее. Вначале картонные коробки могут выглядеть одинаково, но жесткость материала и ощущение поверхности могут существенно различаться.
Питание зависит от баланса между всасыванием и трением. Всасывание помогает поднимать и разделять листы один за другим. Трение поддерживает движение вперед и позволяет контролировать расстояние. Эти две силы работают вместе, благодаря чему листы стабильно поступают в машину.
Гофрированные листы, как правило, кажутся более твердыми и менее гибкими. Картон ведет себя более легко и может быстрее реагировать на движение. По этой причине давление подачи и разделение требуют небольших корректировок в зависимости от типа материала.
На практике операторы часто сосредотачиваются на простых знаках во время кормления:
Небольшой сдвиг на этом этапе может быть перенесен на этапы складывания и склеивания позже. Вот почему за стабильностью кормления часто внимательно следят, даже до того, как остальная часть машины полностью активируется.
Предварительное складывание представляет собой подготовительный этап перед началом основного процесса складывания. Вместо того чтобы напрямую придавать материалу окончательную форму, он сначала аккуратно направляет линии сгиба в нужное положение.
Если картонные коробки состоят из нескольких панелей или имеют более глубокие линии сгиба, сопротивление материала становится более заметным во время окончательного формования. Предварительное складывание помогает снизить это сопротивление, поскольку процесс гибки начинается раньше.
Этот раздел полезен несколькими практическими способами:
В картонных коробках с запирающимся дном несколько складок встречаются в области основания. Без предварительной подготовки этот участок может ощущаться тесным во время закрытия. Предварительное складывание уменьшает это натяжение и позволяет движению оставаться более контролируемым.
Эффект не является драматичным в один момент. Он постепенно нарастает в ходе процесса и становится более четким в ходе непрерывной работы.
Складывание и склеивание — вот где структура картона становится наиболее заметной. На этом этапе форма и связь происходят одновременно, и синхронизация между движениями становится более чувствительной.
Прямолинейные коробки перемещаются по прямой траектории складывания. Клей наносится вдоль прозрачного края, и движение остается простым. В картонных коробках с запирающимся дном предусмотрены дополнительные ступеньки у основания, а это значит, что складывание и склеивание должны соответствовать последовательности слоев. Многоугольные коробки предполагают совместную работу нескольких точек складывания, что повышает потребность в координации.
Чтобы справиться с этими различиями, в машине используются регулируемые ремни, направляющие крючки и несколько клеевых головок. Эти детали не закреплены в одном положении. Их можно слегка сместить, чтобы они соответствовали форме коробки и траектории складывания.
Нанесение клея также меняется в зависимости от структуры. Для некоторых картонных коробок требуются непрерывные клеевые линии. Другим требуется клей только в определенных точках соединения панелей.
Здесь важно время. Движение складывания и высвобождение клея должны оставаться близко друг к другу. Если это произойдет слишком рано или слишком поздно, связь может немного измениться.
На данном этапе машина не просто перемещает материал. Он балансирует несколько действий, которые должны оставаться синхронизированными.
После складывания и склеивания картонные коробки проходят процедуру сжатия. Этот раздел больше не меняет форму. Он удерживает коробку на месте только для того, чтобы клей мог правильно оседать.
Давление прикладывается равномерно, так что склеенные участки остаются в контакте в течение короткого периода времени. Это помогает уменьшить небольшие зазоры, которые могут появиться после остановки движения складывания.
Различные структуры картона реагируют здесь по-разному. Простые картонные коробки могут потребовать лишь короткого времени выдержки. Более сложные формы могут потребовать более длительного контакта, чтобы все сложенные области равномерно распределились.
Сжатие - это не столько сила, сколько стабильность. Он сохраняет коробку в сформированной форме до тех пор, пока она не станет достаточно устойчивой, чтобы выйти из машины.
Прямолинейные картонные коробки следуют по прямой траектории движения через машину. Их структура проста, поэтому складывание и склеивание остаются одинаковыми без особых изменений направления.
В нормальном режиме работы:
Поскольку структура проста, корректировки обычно невелики, если настройки стабильны. Движение кажется непрерывным от начала до конца.
Картонные коробки с запирающимся дном имеют дополнительные ступени складывания возле основания. Эти шаги требуют большей координации, поскольку несколько складок сходятся на небольшой площади.
Базовая секция не закрывается одним движением. Он формируется постепенно посредством последовательности складных действий. Каждый шаг зависит от того, остается ли предыдущий на месте.
Предварительное складывание помогает снизить сопротивление в этой области. Размещение клея также требует тщательного расчета времени, чтобы склеивание соответствовало последовательности закрытия.
По сравнению с прямолинейными картонными коробками механизм кажется более многослойным. Каждый шаг играет роль в формировании окончательной структуры дна.
Многоугольные коробки имеют несколько точек сгиба, работающих вместе. Вместо одного направления материал движется по нескольким путям одновременно.
Различные секции коробки должны достигать своего положения согласованно. Клей наносится в нескольких точках, и каждая точка должна соответствовать складному действию.
Этот тип структуры во многом зависит от синхронизации. Небольшие различия в движении могут повлиять на то, как углы встречаются в конце.
Для поддержки этого в системе используется несколько складных направляющих и клеевых головок, работающих последовательно. Движение тщательно сбалансировано, так что каждая секция без перерыва достигает правильного положения.
| Тип коробки | Складное поведение | Нанесение клея | Эксплуатационная чувствительность |
|---|---|---|---|
| Прямая линия | Прямой путь движения | Непрерывное склеивание кромок | Меньше необходимости в корректировке |
| Замковое дно | Этапы многослойного складывания | Несколько точек соединения | Средняя чувствительность синхронизации |
| 4/6 Угол | Многонаправленное складывание | Многоточечная координация клея | Более высокие требования к выравниванию |
Картонные коробки с запирающимся дном ведут себя по-другому, когда попадают на путь складывания. Вместо того чтобы закрываться одним плавным движением, нижняя область формируется посредством последовательности более мелких шагов. Каждый шаг зависит от того, остается ли предыдущий в правильном положении, поэтому движение кажется скорее постановочным, чем линейным.
Внутри машины базовые створки начинают перемещаться внутрь, перекрываться и постепенно фиксироваться на месте. Процесс не кажется внезапным. Он развивается шаг за шагом по мере того, как коробка проходит через различные точки сгиба. Благодаря этому синхронизация между разделами становится более заметной.
Предварительное складывание незаметно поддерживает эту конструкцию. Он не форсирует форму, а подготавливает линии сгиба так, чтобы материал не слишком сопротивлялся во время закрытия. Без этой подготовки нижняя часть часто кажется более тугой во время движения, особенно там, где сходятся несколько складок.
В этой конструкции нанесение клея также становится более чувствительным. Клей должен достичь нужных точек, прежде чем замковое действие закончится. Если клей поступает немного раньше или позже, чем ожидалось, склеивание может ощущаться неравномерно по всей площади основания.
В реальном производстве картонные коробки с запирающимся дном часто требуют небольшой регулировки направляющих деталей и давления ремня. Ничего большого, просто достаточно, чтобы обеспечить устойчивость движения во время дополнительных этапов складывания.
Многоугольные коробки добавляют еще один уровень координации. Вначале они по-прежнему выглядят как плоские заготовки, но как только начинается складывание, несколько точек движения начинают работать вместе.
Различные части коробки не движутся в одном направлении. Одна секция может складываться внутрь, а другая слегка смещаться, прежде чем встретиться в конечном положении. Машина должна поддерживать эти движения в равномерном положении, чтобы все углы были аккуратно совмещены.
Клей здесь не наносится в одну линию. Он появляется в нескольких точках конструкции. Каждая точка должна соответствовать складному действию, происходящему почти одновременно. Если одна сторона сдвинется немного раньше или позже, окончательная форма может показаться немного неправильной.
Для этого складные направляющие и клеевые головки регулируются в соответствии с компоновкой коробки. Они не закреплены постоянно в одном положении. Небольшие изменения помогают машине адаптироваться к различным рисункам углов.
Во время работы наиболее чувствительной частью становится синхронизация. Даже небольшая задержка в одном из складывающихся рычагов может повлиять на то, как будут соединяться углы. Вот почему в таких случаях стабильный ритм важнее быстрого движения.
Время внутри автоматического склеивателя папок распределяется по нескольким разделам. Подача, складывание и склеивание зависят друг от друга. При изменении структуры коробки меняется и соотношение между этими сроками.
Прямолинейные коробки обычно движутся в устойчивом ритме. Путь прямой, поэтому каждый участок следует простой последовательности.
В картонных коробках с запирающимся дном предусмотрены дополнительные этапы, а это означает, что время должно немного растягиваться, чтобы можно было выполнить дополнительные действия по складыванию. Машина продолжает двигаться, но внутренняя координация становится более многоуровневой.
Многоугольные коробки требуют более тесной синхронизации. За короткий промежуток времени происходит несколько действий, каждое из которых зависит от того, завершится ли предыдущий шаг в правильном положении.
В реальных условиях эксплуатации временные различия часто проявляются следующим образом:
Эти изменения не всегда очевидны на первый взгляд, но структура коробки определяет, насколько чувствительной к ним станет система.
Жесткость материала изменяет поведение картонных коробок внутри машины, даже если конструкция остается прежней.
Более жесткий материал прочнее сохраняет форму. Это может усилить ощущение складывания в точках сгиба. Более мягкий материал легче перемещается, но он может немного сместиться во время выравнивания, если его неправильно направить.
Из-за этой разницы каждый раздел реагирует несколько по-разному:
Эти корректировки не являются большими изменениями. Это небольшие поправки, которые помогают машине сохранять равновесие во время непрерывной работы.
Корректировки обычно основаны на наблюдении во время раннего движения. Операторы не полагаются на фиксированное правило для каждого типа коробки. Вместо этого они реагируют на то, как ведет себя машина, как только конструкция попадает в систему.
Типичные небольшие корректировки включают в себя:
Во многих случаях операторы замечают изменения по звуку и ощущению движения. Немного более тяжелый тон или небольшая разница в вибрации могут сигнализировать о необходимости регулировки.
Здесь помогает опыт. Со временем операторы знакомятся с поведением каждой структуры еще до начала полных циклов.
При изменении типа картонной упаковки пробная эксплуатация действует как короткая переходная фаза. Это позволяет машине перейти на новую схему движения без давления со стороны всего производства.
На этом этапе внимание обычно сосредоточено на:
На этом этапе легче исправить небольшие неровности. После начала непрерывного производства изменения становятся менее гибкими.
Пробная эксплуатация не зависит от скорости или производительности. Речь идет о проверке того, все ли движения чувствуют себя скоординированными в рамках новой структуры.
Модульная конструкция позволяет использовать различные секции Автоматический склеиватель папок подлежит корректировке, а не замене. Подающие устройства, направляющие для складывания и клеевые секции можно перемещать в зависимости от требований к картонной упаковке.
Это делает переключение между типами картонных коробок более практичным. Вместо перестройки установки корректируются только определенные детали. Это уменьшает перерывы между различными производственными задачами.
При ежедневном использовании эта гибкость помогает обрабатывать как прямолинейные, так и с фиксированным дном и многоугольные коробки в одной рабочей среде без существенных изменений в настройках.
Сосредоточьтесь на предоставлении высококачественного оборудования для склеивания папок клиентам по всему миру.



№ 3888, проспект Цзяннань, улица Наньбинь, город Жуйань, город Вэньчжоу, провинция Чжэцзян, Китай
Политика конфиденциальности Авторские права © Zhejiang Chengwang Intelligent Packaging Equipment Co., Ltd.
Высокоскоростной завод по производству клеев для папок

 English
English русский
русский Français
Français Español
Español Deutsch
Deutsch