Во многих упаковочных цехах складывание и склеивание больше не кажутся отдельными этапами. Как только плоские листы попадают на линию, они обычно продолжают двигаться через разные секции, не останавливаясь между ними. Изменение носит постепенный, а не очевидный характер, но оно изменило подход к формованию картонных коробок на практике.
В ходе обсуждений компоновки упаковочной системы Чжэцзян Чэнван Интеллектуальное Упаковочное Оборудование Co., Ltd. иногда упоминается в связи с тем, как организованы интегрированные установки складывания и склеивания в условиях непрерывного производства.
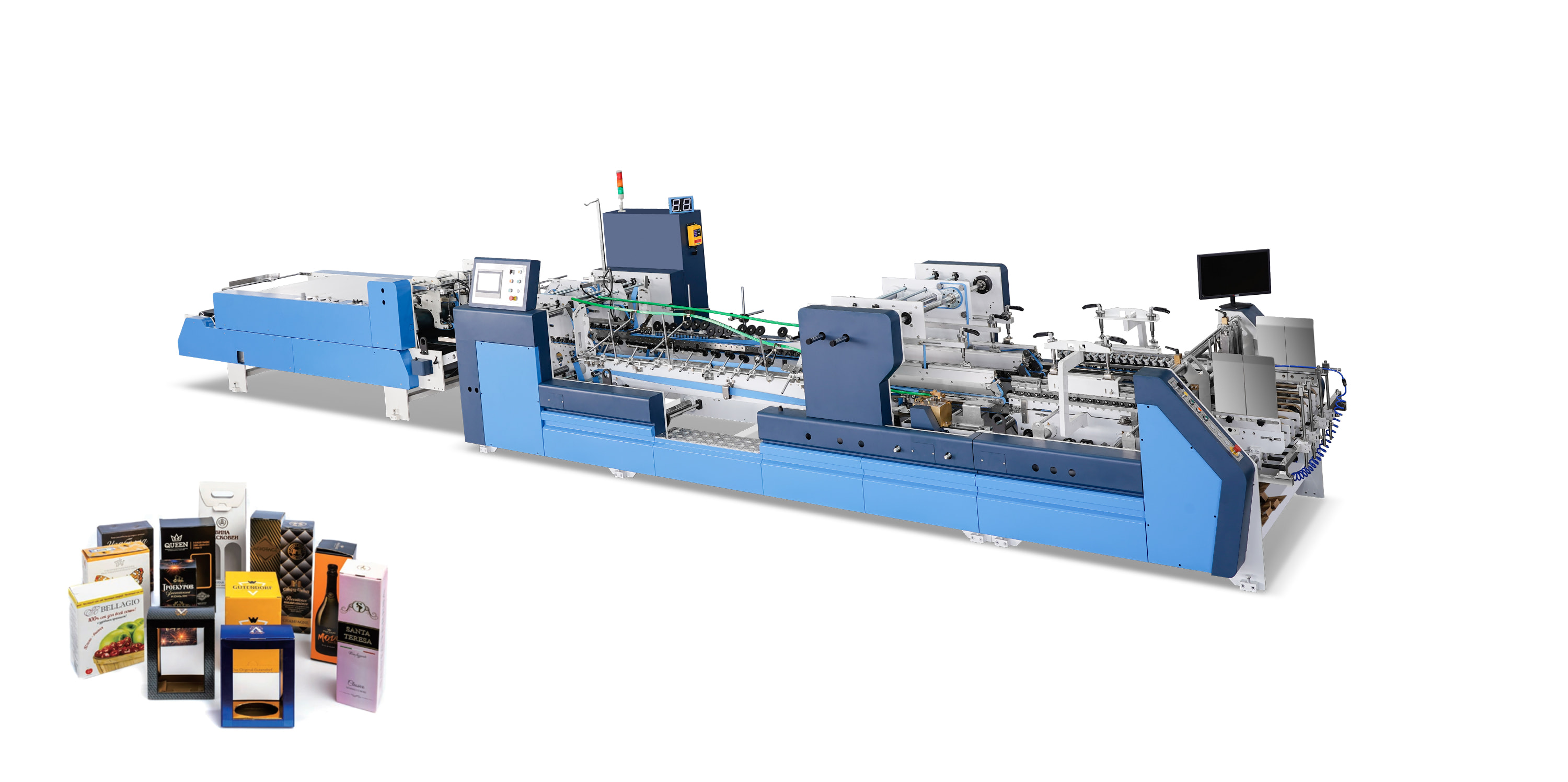
Высокоскоростной фальцевальный клеильный станок обычно размещается где-то в середине этого потока. Он не стоит в начале или конце, а находится там, где плоский материал медленно начинает превращаться в структурированные картонные коробки, продолжая при этом двигаться.
При реальном производстве картона складывание и склеивание не всегда четко разделены. Материал обычно не останавливается между этапами. Вместо этого он движется по связанному пути, где каждый этап следует за следующим без перерыва.
Раньше для таких установок часто требовалось перемещение материала с одной станции на другую, но теперь процесс, как правило, осуществляется по одной непрерывной линии. Машина для склеивания картонных папок представляет собой такую конструкцию, в которой формование и склеивание выполняются как часть одного движения, а не как отдельные действия.
Больше всего меняется не сама функция, а то, как материал продолжает течь, пока эти функции выполняются.
Высокоскоростной фальцевальный клеильный станок обычно устанавливается после печати и резки, когда форма коробки уже очерчена, но все еще плоская. На данном этапе материал готов к формованию, но еще не принял окончательную структуру.
Попав в машину, он без пауз перемещается по путям складывания и зонам склеивания. Роль системы заключается не в том, чтобы переустановить материал, а в том, чтобы направить его вперед в готовую форму, пока он еще движется.
На многих производственных линиях поток обычно выглядит следующим образом:
Речь идет не столько об отдельных шагах, сколько об одном непрерывном проходе.
Прежде чем произойдет что-либо еще, материал должен войти в устойчивое положение. Даже небольшие сдвиги в этой точке могут повлиять на то, как все будет двигаться дальше по линии.
Кормление — это не только внесение простыней в систему. Речь также идет о том, чтобы направить их в правильное положение, чтобы складывание началось плавно.
В реальном использовании выравнивание влияет на несколько вещей:
Как только выравнивание становится стабильным, остальная часть движения имеет тенденцию следовать более естественно.
Внутри системы складывание не является единым действием. Это происходит постепенно по мере продвижения материала по направляемым траекториям. Лист не меняет форму внезапно, а медленно обретает форму шаг за шагом.
Направляющая конструкция внутри машины контролирует изгиб материала. Вместо того чтобы вызывать резкие изменения, он направляет движение таким образом, что форма формируется естественным образом во время движения.
Разные материалы ведут себя несколько по-разному:
Общая форма появляется в результате движения, а не одной точки действия.
Клей наносится, пока материал еще движется. Это не отдельный этап, который происходит после складывания, а часть того же потока.
Время нанесения клея тесно связано с тем, как устроен путь складывания. Когда материал достигает определенных положений, наносится клей, так что склеивание происходит по мере сближения поверхностей.
В повседневной эксплуатации это зависит от нескольких практических факторов:
| Этап | Состояние материала | Что происходит в потоке |
|---|---|---|
| Вход | Плоский лист входит | Начинается позиционирование |
| Раннее движение | Лист начинает движение вперед | Регулировка выравнивания |
| Зона складывания | Форма начинает формироваться | Направляемый изгиб |
| Зона склеивания | Появляются контактные области | Нанесен клей |
| Зона сжатия | Структура оседает | Давление стабилизируется |
| Выход | Готовая форма коробки | Непрерывный выход |
Категория «Машины для склеивания картонных коробок» обычно используется для описания систем, в которых фальцовка и склеивание выполняются одновременно в одном потоке. Вместо того чтобы разделять эти действия на отдельные машины или этапы, процесс остается связанным посредством непрерывного движения.
Различные установки могут различаться по структуре, но рабочая идея по-прежнему сосредоточена на направлении плоского материала в сформированную коробку, пока она продолжает двигаться вперед.
Во многих условиях производства картона наиболее заметные изменения происходят не в отдельных машинах, а в том, как все движется вместе. После начала работы линии материал редко останавливается в фиксированном положении. Он продолжает перемещаться из одной секции в другую устойчивым потоком.
Высокоскоростной фальцевальный клеильный станок вписывается в этот ритм, не прерывая его. Машина не сбрасывает материал между шагами. Вместо этого он продолжает направлять листы вперед, в то время как складывание и склеивание происходят во время движения.
Со временем операторы, как правило, меньше внимания уделяют каждому этапу и больше — тому, насколько плавным кажется общий поток.
Когда плоские листы попадают в систему, они не всегда ведут себя одинаково. Некоторые из них движутся по направляющим дорожкам чисто, в то время как другие оказывают небольшое сопротивление в зависимости от толщины или текстуры поверхности.
Внутри складных каналов материал не меняет форму мгновенно. По мере продвижения вперед он постепенно следует механическому руководству. Процесс складывания больше похож на контролируемый переход, чем на прямое действие.
В реальных условиях эксплуатации часто можно наблюдать небольшие закономерности:
Эти различия обычно поглощаются потоком, а не останавливают его.
Нанесение клея тесно связано с движением. Это происходит, пока материал еще движется по системе, а не после завершения складывания.
Время не отображается как отдельный шаг во время работы. Он встроен в то, как машина направляет материал через точки контакта.
На практике поведение клея зависит от нескольких условий:
Поскольку все остается в движении, соединение является частью одного и того же потока, а не отдельной фазой.
После складывания и склеивания материал проходит через участок, где давление помогает стабилизировать форму. Этот этап не меняет структуру дальше, но помогает поддерживать все в порядке.
Движение продолжается вперед, но в более контролируемом темпе. Материал направляется во время прессования так, что склеенные участки оседают на месте.
В повседневной работе здесь выделяется не сила, а постоянство формы выходного сигнала после выхода из этой стадии.
Несмотря на схожий принцип работы, различные системы в категории машин для склеивания картонных папок не всегда ведут себя одинаково. Различия часто возникают из-за компоновки конструкции и конструкции путей складывания.
Некоторые системы используют более прямые пути складывания, в то время как другие направляют материал через множественные изменения направления перед формированием формы.
В реальных условиях можно наблюдать следующие изменения:
Эти различия не определяют уровни качества, а отражают разные подходы к работе.
Даже в непрерывных системах кто-то обычно наблюдает за потоком. Роль заключается не в том, чтобы контролировать каждое движение, а в том, чтобы замечать изменения, происходящие с течением времени.
Внимание обычно сосредоточено на мелких деталях, а не на крупных корректировках:
Корректировки, когда это необходимо, обычно носят постепенный характер и основаны на поведении потока, а не на немедленной коррекции.
При многократной эксплуатации механические детали, естественно, требуют внимания. Области, где материал перемещается или наносится клей, как правило, сначала демонстрируют изменения с течением времени.
Техническое обслуживание обычно является частью рутинного наблюдения, а не отдельной деятельностью. Он связан с тем, как часто работает система и как через нее проходит материал.
Общие моменты внимания включают в себя:
Эти области постепенно отражают ритм использования, а не внезапные изменения.
В реальных упаковочных средах материалы не всегда идентичны. Даже небольшие различия в жесткости или текстуре поверхности могут незначительно повлиять на то, как они перемещаются по системе.
Высокоскоростной фальцевальный клеильный станок не требует отдельной настройки для каждого варианта. Вместо этого он полагается на постоянное направление и давление для поддержания стабильности движения.
Что часто наблюдается на практике:
Система адаптируется посредством движения, а не прерывания.
При более длительном использовании машина становится частью рабочего ритма окружающей среды. Операторы начинают распознавать закономерности в поведении материала и в том, как со временем меняется выходная мощность.
Вместо того чтобы сосредотачиваться на отдельных шагах, внимание постепенно переключается на общее поведение потока:
Эти наблюдения формируются естественным образом в результате многократного использования.
В условиях производства картона складывание и склеивание стали частью одного непрерывного движения, а не отдельными этапами. Высокоскоростной фальцевальный клеильный станок вписывается в эту схему, поддерживая движение материала, в то время как формование и склеивание происходят одновременно.
В более широкой категории машин для склеивания картонных папок этот подход отражает переход к более плавным переходам в рабочих процессах упаковки, где плоские листы перемещаются по направляющим путям и постепенно превращаются в структурированные коробки, не останавливаясь между этапами.
Со временем такая система становится частью фонового ритма производства, где движение, выравнивание, складывание и склеивание продолжаются в устойчивом потоке, определяющем, как картонные коробки формируются на практике.
Сосредоточьтесь на предоставлении высококачественного оборудования для склеивания папок клиентам по всему миру.



№ 3888, проспект Цзяннань, улица Наньбинь, город Жуйань, город Вэньчжоу, провинция Чжэцзян, Китай
Политика конфиденциальности Авторские права © Zhejiang Chengwang Intelligent Packaging Equipment Co., Ltd.
Высокоскоростной завод по производству клеев для папок

 English
English русский
русский Français
Français Español
Español Deutsch
Deutsch