В упаковочных цехах и производственных зонах работы по фальцовке и склеиванию обычно находятся где-то между подготовкой материала и окончательной формовкой. Это не первый шаг, но он решает, как на самом деле будет держаться окончательная структура. Со временем эта часть процесса перешла от ручного перемещения к более непрерывному механическому перемещению.
Во многих промышленных упаковочных установках Чжэцзян Чэнван Интеллектуальное Упаковочное Оборудование Co., Ltd. иногда упоминается при обсуждении того, как устроены системы складывания и склеивания в реальных производственных условиях.
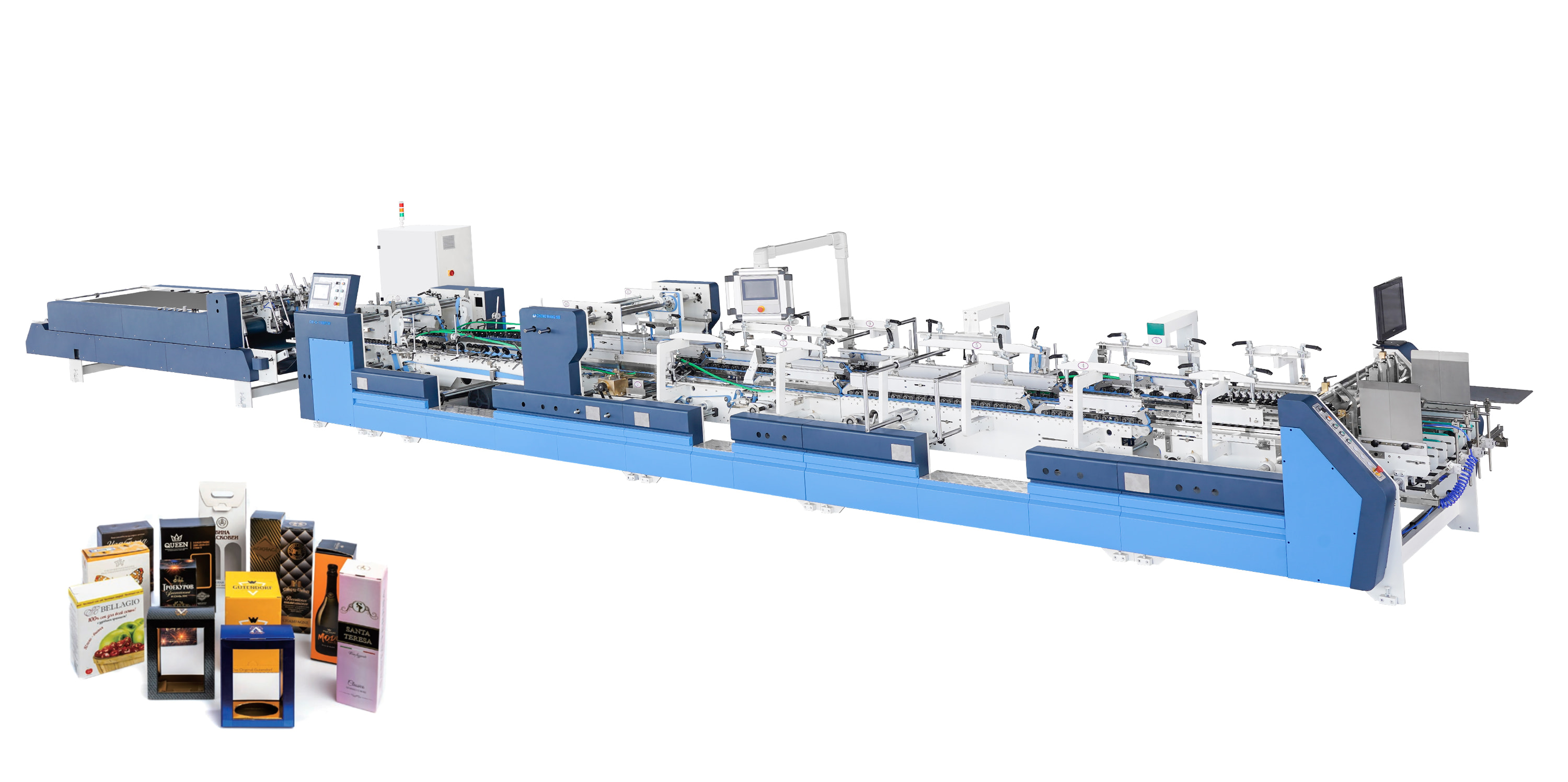
The Автоматическая машина для склеивания папок обычно помещается на эту среднюю стадию производства, где плоские листы постепенно превращаются в формованную упаковку посредством непрерывного движения складывания и склеивания.
В реальной упаковочной работе складывание и склеивание уже редко рассматриваются как отдельные задачи. После того, как лист попадает в систему, он обычно остается в движении до тех пор, пока не достигнет сформированного состояния. Изменения происходят постепенно, а не поэтапно и наглядно.
До того, как такая установка стала обычным явлением, складывание могло происходить в одной области, а склеивание - в другой. Часто это означало перемещение материала туда и обратно между этапами. Теперь оба действия, как правило, происходят по одному пути, по которому материал продолжает двигаться вперед.
Папочно-склеивающая машина является частью такого рода рабочего процесса. Он рассматривает складывание и склеивание не как изолированные действия, а как нечто, происходящее во время непрерывного потока материала.
На базовом уровне машина Auto Folder Gluer одновременно выполняет две задачи: формование плоского материала и нанесение клея там, где это необходимо. Интересно не сами действия, а то, насколько тесно они связаны между собой в движении.
После того, как материал попадает в машину, он не останавливается между этапами. Он проходит через последовательность, в которой каждое движение естественным образом переходит в следующее.
Проще говоря, процесс обычно выглядит так:
Между этими этапами нет настоящей паузы, что и обеспечивает непрерывность процесса.
Внутри машины разные секции выполняют разные части движения, но все они остаются связанными посредством синхронизации и потока материала.
Вместо того чтобы думать о нем как об отдельных единицах, его легче представить как один путь с различными функциями на этом пути.
Общий поток выглядит примерно так:
| Стадия в потоке | Что делает материал | Что делает система |
|---|---|---|
| Вход | Приходит плоский лист | Позиционирование и руководство |
| Переход | Начинает двигаться вперед | Контролируемое выравнивание |
| Зона складывания | Форма начинает формироваться | Направленный изгиб |
| Зона склеивания | Появляются контактные точки | Нанесение клея |
| Зона сжатия | Форма стабилизируется | Поддержка давления |
| Выход | Форма заполнена | Выходной трансфер |
Важна не каждая секция в отдельности, а то, насколько плавно материал перемещается между ними.
Складывание внутри этой системы не происходит резким движением. Это больше похоже на направленное изменение формы, пока материал все еще находится в движении. Лист не формируется внезапно; вместо этого он направляется по траекториям, которые медленно определяют его структуру.
Разные материалы по-разному реагируют на этот процесс. Некоторые сгибаются с небольшим сопротивлением, в то время как другим требуется более контролируемое руководство. Система реагирует посредством механического направления, а не ручной регулировки.
В реальном использовании бросается в глаза последовательность движения, а не скорость или сила.
Нанесение клея происходит во время движения материала, а не после его остановки. Такое время важно, поскольку оно обеспечивает непрерывность процесса.
Клей наносится в тех местах, где материал уже начинает обретать форму. Таким образом, соединение происходит естественным образом по мере формирования структуры, а не добавляется впоследствии.
На практике это зависит от нескольких простых вещей:
Все связано движением, а не отдельными шагами.
После складывания и склеивания материал проходит через участок, где давление помогает ему сохранять форму. Эта часть посвящена не столько формированию, сколько поддержанию выравнивания, пока связь не установится.
Движение продолжается вперед, но оно более контролируемое. Это помогает уменьшить смещение или небольшое смещение до того, как материал выйдет из системы.
При многократном использовании этот этап становится важным для поддержания согласованности между деталями, особенно когда рабочий процесс непрерывен.
Несмотря на то, что общая концепция схожа, не все машины для склеивания папок ведут себя одинаково. Небольшие различия в структуре и настройке меняют способ перемещения материала по системе.
Некоторые настройки кажутся более простыми и требуют меньшего изменения направления. Другие имеют дело с более сложными путями складывания или разными уровнями толщины материала.
В реальных производственных условиях эти различия обычно проявляются следующим образом:
Речь идет не столько о рейтинге производительности, сколько о том, как система вписывается в рабочий процесс.
Даже в автоматизированных системах все равно присутствует определенный уровень человеческого внимания. Операторы обычно не имеют дела с материалом непосредственно во время обработки, но наблюдают за тем, как он перемещается по системе.
Внимание часто уделяется:
Корректировки обычно производятся на основе того, как система реагирует на материал, а не путем прямого ручного управления каждым этапом.
В упаковочных цехах, где фальцовка и склеивание производятся в одну линию, работа обычно идет без явных перерывов. Как только материал начинает поступать в систему, он имеет тенденцию продолжать двигаться до тех пор, пока готовая форма не выйдет с другой стороны. Ритм устойчивый, но не жесткий, а небольшие изменения скорости или ощущения материала являются частью нормальной работы.
Автоматическая фальцевально-склеивающая машина в таких условиях не рассматривается как отдельная станция. Он становится частью самого движения, в котором материал проходит этапы складывания, склеивания и давления, не останавливаясь между ними.
Со временем операторы часто перестают мыслить категориями «шагов» и начинают воспринимать их скорее как одно непрерывное движение.
Плоские листы, поступающие в систему, не всегда ведут себя одинаково. Некоторые плавно перемещаются в нужное положение, в то время как другие слегка сопротивляются в зависимости от состояния поверхности или жесткости.
Когда материал попадает на пути складывания, он не меняет форму внезапно. Переход постепенный и осуществляется под действием механического направления, а не силы. Форма появляется постепенно по мере продвижения листа вперед.
В реальной эксплуатации бросается в глаза не скорость, а последовательность движения. Даже если характеристики материала немного изменяются, складная секция имеет тенденцию возвращать его в исходное положение во время движения.
К мелким деталям, часто замечаемым на практике, относятся
Нанесение клея не происходит после завершения складывания. Это часть того же движения. По мере продвижения материала вперед клей наносится в определенные точки, где будет происходить контакт во время складывания.
Здесь важен тайминг, но он не виден строго во время работы. Он встроен в то, как движется машина.
При ежедневном использовании эта часть процесса зависит от:
Если какой-либо из них слегка дрейфует, система обычно подстраивается под движение, а не останавливает поток.
После складывания и склеивания материал поступает в секцию, где прикладывается давление. Эта часть больше не меняет форму, но помогает всему оставаться на месте, пока соединение оседает.
Движение по-прежнему непрерывное, но более медленное и контролируемое по сравнению с более ранними стадиями. Материал направляется вперед и одновременно прессуется.
Операторы часто замечают здесь не саму силу, а то, насколько стабильным кажется выход после выхода из этого участка.
Несмотря на то, что основная идея в разных системах схожа, их поведение может ощущаться по-разному в зависимости от того, как они построены и как через них протекает материал.
Некоторые системы кажутся более прямыми, с простыми путями складывания и устойчивым временем. Другие вводят более слоистое движение, при котором материал следует более чем одному направляющему направлению перед формованием.
В практической среде различия часто проявляются следующим образом:
Речь идет не столько о сравнении, сколько о том, как каждая система вписывается в свой рабочий ритм.
Даже в автоматизированных установках кто-то обычно наблюдает за тем, как все движется. Не для того, чтобы контролировать каждый шаг, а для того, чтобы заметить, меняется ли поток со временем.
Внимание обычно тонкое. Речь идет не о корректировке каждой детали, а о распознавании того, когда что-то ощущается немного иначе в движении или на выходе.
К числу общих наблюдаемых вещей относятся
Корректировки, когда они необходимы, обычно носят небольшой и постепенный характер, а не являются прямым вмешательством.
В таких системах непрерывного движения техническое обслуживание представляет собой не столько отдельную деятельность, сколько нечто, вписывающееся в повседневную эксплуатацию. Области, которые остаются в контакте с движущимся материалом или клеем, как правило, требуют внимания чаще.
Со временем внимание обычно уделяется:
Эти области постепенно отражают частоту использования системы, а не какие-либо внезапные изменения.
В реальных упаковочных работах материалы редко бывают идентичными от партии к партии. Даже небольшие различия в толщине или текстуре поверхности могут немного изменить способ их перемещения по системе.
Автоматическая фальцевально-склеивающая машина не требует отдельного обращения для каждого варианта. Вместо этого он полагается на постоянное направление и давление для поддержания стабильности движения.
Что обычно происходит на практике:
Система регулируется посредством движения, а не прерывания.
После длительного использования машина становится частью рабочего ритма пространства. Операторы начинают распознавать закономерности в том, как материал перемещается через него и как ведет себя продукция с течением времени.
Вместо того чтобы сосредоточиться на отдельных операциях, внимание переключается на общий поток:
Эти наблюдения формируются постепенно, путем повторения, а не обучения.
В упаковочной среде складывание и склеивание стали частью одного непрерывного движения, а не отдельных этапов. Автоматическая фальцевально-склеивающая машина вписывается в эту схему, поддерживая движение материала, пока происходит его формование и склеивание.
В более широкой категории фальцевально-склеивающих машин этот тип непрерывного потока отражает то, как упаковочная работа сместилась в сторону более плавных переходов между этапами.
Со временем машина становится не столько видимой точкой процесса, сколько устойчивым фоновым ритмом в производстве упаковки, где материал движется вперед, меняет форму и стабилизируется, не привлекая внимания к каждому этапу.
Сосредоточьтесь на предоставлении высококачественного оборудования для склеивания папок клиентам по всему миру.



№ 3888, проспект Цзяннань, улица Наньбинь, город Жуйань, город Вэньчжоу, провинция Чжэцзян, Китай
Политика конфиденциальности Авторские права © Zhejiang Chengwang Intelligent Packaging Equipment Co., Ltd.
Высокоскоростной завод по производству клеев для папок

 English
English русский
русский Français
Français Español
Español Deutsch
Deutsch